close
Choose Your Site
Global
Social Media
Views: 0 Author: Site Editor Publish Time: 2025-08-22 Origin: Site











You use high-frequency welding to join thermoplastic materials by generating heat inside the plastic, not from the outside. High-frequency energy, typically at 27.12 MHz, flows between electrodes and creates a strong electromagnetic field. This field causes polar molecules in the plastic to vibrate rapidly. The vibration produces internal frictional heat, which melts the material at the contact point. You apply pressure during the welding process so the layers fuse completely. Only polar thermoplastics respond to high-frequency energy, making them suitable for this method. A high-frequency Bag Welding Machine uses these principles to deliver consistent, strong seals.
High-frequency welding uses electromagnetic energy to heat and join polar thermoplastics from inside, creating strong and airtight seams without external heat or adhesives.
Applying steady pressure during heating and cooling ensures the plastic layers fuse well, producing durable and clean welds.
Polar thermoplastics like PVC and polyurethane work best with this method, while non-polar plastics like polyethylene do not bond well.
A high-frequency bag welding machine controls energy, pressure, and cooling precisely, helping you make consistent, high-quality seals for bags and medical products.
This welding method offers strong, precise, and clean seams ideal for packaging, medical, and industrial uses, outperforming some other welding techniques in strength and reliability.

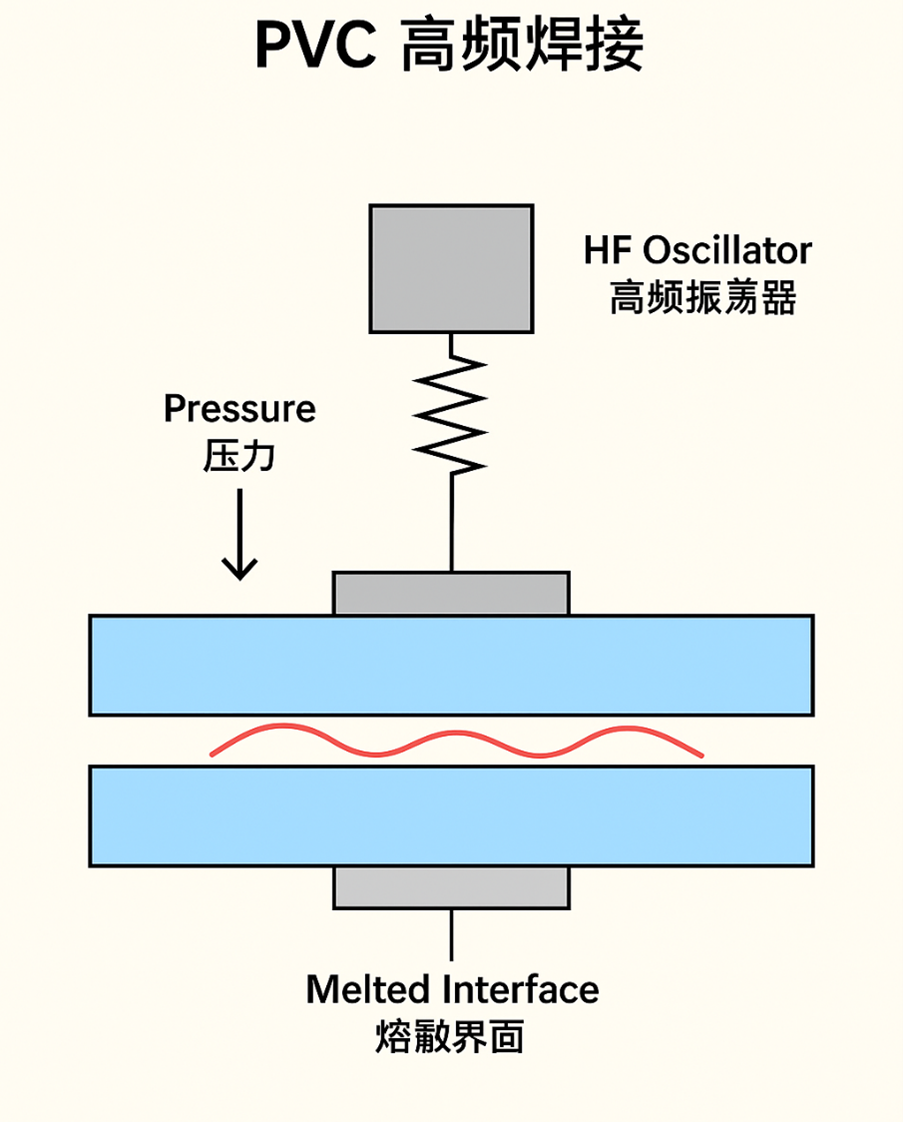
Understanding how high-frequency welding operates helps you appreciate why it produces such strong, reliable bonds. The process uses high-frequency energy to heat and fuse thermoplastic materials from the inside out. You can break down the radio frequency welding process into several clear steps:
You start by placing two layers of thermoplastic material between the upper and lower electrodes of the rf welding machine.
The machine generates a high-frequency electromagnetic field, usually at 27.12 MHz, and applies it across the electrodes.
This high-frequency energy causes the polar molecules in the plastic to vibrate rapidly. The vibration creates internal friction, which heats the material exactly where you want the weld.
While the material heats up, you apply pressure using the electrodes. This pressure ensures the layers stay in close contact and fuse together as they melt.
After the heating phase, you keep the pressure on while the weld cools. This cooling step stabilizes the joint and forms a strong, clean seal.
Tip: Consistent pressure and precise timing during each step of the rf welding process help you achieve uniform, airtight, and durable welds.
The electromagnetic field is the heart of radio frequency welding. When you use a frequency like 27.12 MHz, the field penetrates the thermoplastic and agitates its polar molecules. This molecular agitation generates heat inside the material, not just on the surface. Scientific studies show that this internal heating and molecular movement lead to stronger, more uniform welds. You do not need external heat sources, adhesives, or solvents. The high-frequency energy does all the work, making the process efficient and environmentally friendly.
The 27.12 MHz frequency is standard for rf welding. It ensures precise, repeatable heating and allows you to weld multiple layers at once.
You get even welds without weak spots, which improves the structural integrity of your finished product.
The process supports high production efficiency and consistent quality, especially when you control parameters like pressure, welding time, and cooling time.
Pressure plays a critical role in rf welding. You use a pneumatic press or a similar mechanism to apply steady force through the electrodes. This pressure holds the materials together during the entire welding process. It also helps the melted plastics flow and bond at the seam.
You must maintain pressure not only during heating but also as the weld cools. Cooling under pressure prevents the joint from shifting or developing weak spots. Although the optimal pressure varies depending on the material, keeping it consistent is essential for weld quality.
Note: If you do not apply enough pressure or allow the weld to cool properly, you risk defects like lack of fusion or weak seams. Always monitor your welding process and adjust settings as needed.
Quality control in high-frequency welding involves monitoring parameters, inspecting welds, and training operators. You can use visual checks, non-destructive testing, and even smart sensors to catch defects early. Common issues like cracks, undercuts, or lack of fusion often result from incorrect heat, pressure, or material preparation. By following best practices and using the right settings, you ensure your rf welding results meet the highest standards.
You need to choose the right materials for rf welding to get strong, reliable seams. Polar thermoplastics work best because they respond to the electromagnetic field during radio frequency welding. These plastics have molecules with positive and negative ends, called poles. When you use rf welding, the high-frequency energy makes these polar molecules vibrate. This vibration creates heat inside the material, which melts the layers and bonds them together.
Common polar thermoplastics include:
Polyvinyl chloride (PVC)
Polyurethane (PU)
Some types of nylon
You often see these materials in products like bags, medical supplies, and inflatable items. When you use rf welding with polar thermoplastics, you get clean, strong welds. The process works quickly and does not need extra adhesives or solvents. You can rely on rf welding to produce airtight and watertight seams, especially when you use a high-frequency Bag Welding Machine.
Tip: Always check the chemical structure of your plastic before starting rf welding. Polar thermoplastics give you the best results.
Not all plastics work with rf welding. Non-polar materials do not respond well to high-frequency electromagnetic waves. These plastics lack the molecular poles needed for the process. When you try rf welding with non-polar materials, you do not get enough heat inside the plastic. The seam stays weak or does not form at all.
Materials that are unsuitable for rf welding include:
Polyethylene (PE)
Polypropylene (PP)
Polystyrene (PS)
You cannot use rf welding with these plastics unless you modify them or add special coatings. The limitation comes from the way rf welding works. The process depends on molecular friction caused by electromagnetic waves interacting with polar molecules. Non-polar plastics do not have this property, so they do not bond well.
Suitable for rf welding | Unsuitable for rf welding |
|---|---|
PVC | Polyethylene (PE) |
Polyurethane (PU) | Polypropylene (PP) |
Nylon | Polystyrene (PS) |
If you want strong, durable seams, you should always select polar thermoplastics for radio frequency welding. You save time and avoid problems by matching your material to the process. High-frequency Bag Welding Machines work best when you use the right type of plastic.
A high-frequency bag welding machine gives you precise control over the welding process. You use this equipment to create strong, airtight seams in products like bags, medical pouches, and inflatable items. Understanding the main parts of the machine helps you operate it safely and efficiently.
You find several key components in a high-frequency bag welding machine. Each part plays a specific role in the welding process. The table below shows the main components and their functions:
Component | Function |
|---|---|
RF Generator | Produces high-frequency energy (usually 27.12 MHz) to power the welding process. |
Press (Welding Station) | Applies pressure to hold materials and sealing dies firmly during heating and cooling. |
Sealing Dies (Electrodes) | Focus RF energy onto the plastic and define the weld pattern for clean, strong seals. |
Work Table or Shuttle | Supports and moves material into position for welding, improving productivity and consistency. |
Control Panel | Lets you adjust settings like frequency, dwell time, pressure, and RF power for different materials. |
Cooling System | Regulates heat in dies and electronics, preventing overheating during continuous use. |
Modern high-frequency bag welding machines often include smart features. You may see IoT-enabled controls, real-time data analytics, and predictive maintenance alerts. These advancements help you reduce downtime and improve weld quality. Newer machines also use less power, making them more energy-efficient and environmentally friendly.
Tip: Regular maintenance, such as cleaning vents and checking cables, keeps your high-frequency bag welding machine running smoothly and extends its lifespan.
Electrodes, also called sealing dies, are critical in a high-frequency bag welding machine. Their design and material affect the quality of every weld you make.
Electrode shape controls how current and heat spread through the plastic, ensuring even welds.
The material, such as copper or tungsten, influences performance and durability.
Precise geometry helps you achieve consistent welds, especially for complex shapes or patterns.
Good electrode design lets you control current intensity and welding time, which improves seam strength and appearance.
When you use a high-frequency welding machine, always check the condition of your electrodes. Worn or damaged electrodes can cause weak seams or uneven welds. By choosing the right electrode and maintaining it well, you ensure your high-frequency bag welding machine delivers reliable results every time.
You get strong, durable seams when you use rf welding. This method creates bonds that match the strength of the original plastic. Many industries choose rf welding because it produces leak-proof and heavy-duty seams. These seams stay airtight and watertight, even under stress. Compared to sewing, gluing, or hot air welding, rf welding gives you stronger and more reliable results. You can trust rf welding for high-volume production, as it works quickly and keeps your equipment cool. The process creates high quality welds that last, especially for products made from PVC and similar thermoplastics. You see rf welding used in demanding industries where seam strength matters most.
Rf welding gives you precise control over the welding area. You can create clean, smooth edges on every product. The process uses accurate positioning and tight tolerances, so you get consistent results every time. Rf welding joins the edges of materials under pressure, which helps you avoid rough or uneven seams. You do not need extra filler materials, so the finished product looks neat. Many manufacturers use rf welding because it produces high quality welds with exact dimensions. You can inspect the welds under a microscope and see the smooth contours and strong joints. This level of precision is hard to match with other welding methods.
Rf welding maintains tight tolerances for dimensional accuracy.
You get smooth contours and strong joints without extra filler.
The process supports high production efficiency and repeatability.
Rf welding lets you create complex shapes that other methods cannot handle. You can make items like catheter shafts, balloon catheters, and braided tubes. Many industries, such as medical, packaging, and automotive, rely on rf welding for these shapes. The process works well with many thermoplastics, including PEBAX, PP, PA, and more. You can use rf welding to join thin or thick materials, depending on your equipment and mold design. However, rf welding works best with thermoplastics and some composites. It does not adapt well to metals or very thick materials. You need to consider equipment compatibility and operator training for the best results. Rf welding gives you the flexibility to produce high quality welds in a wide range of shapes and sizes.
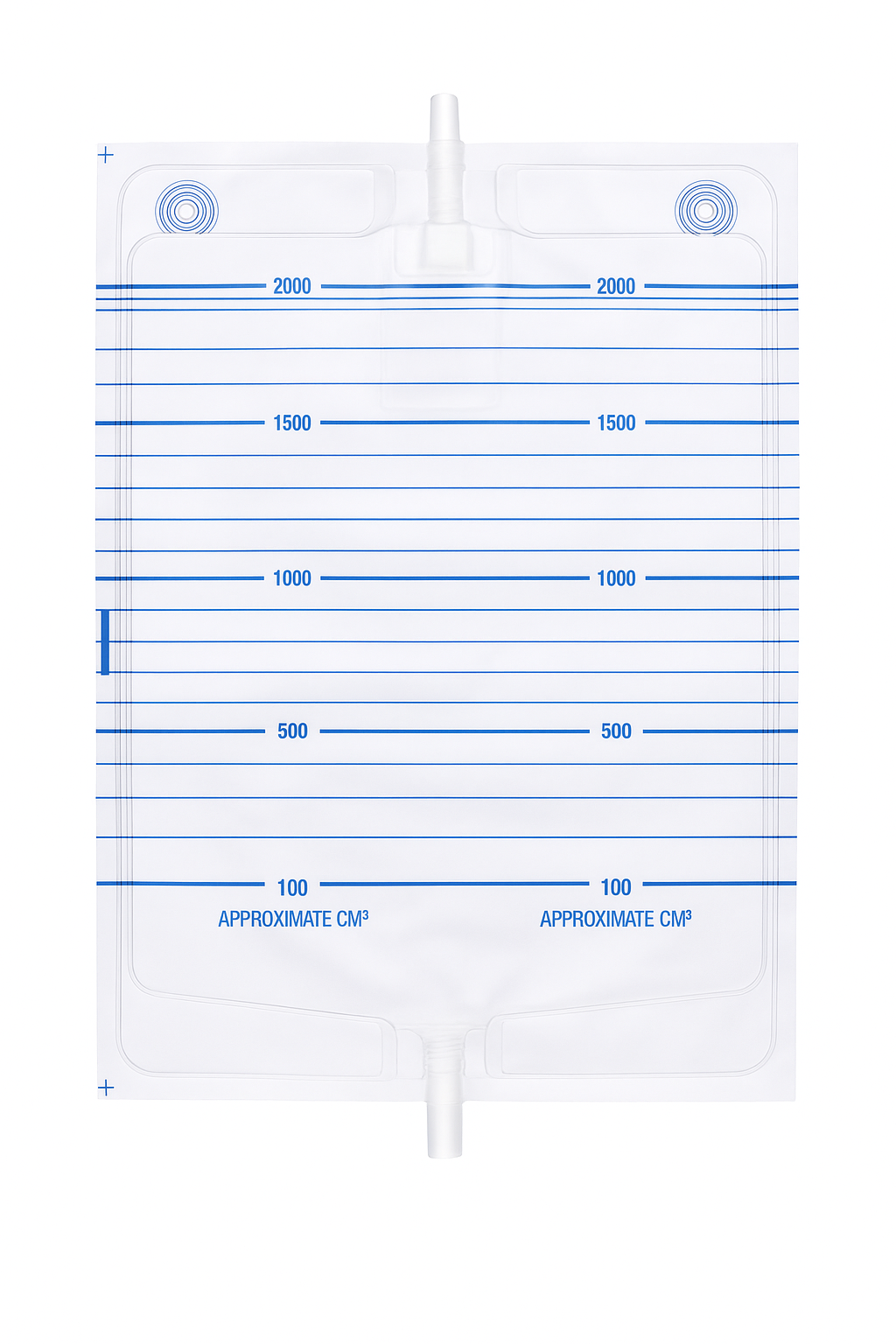
You see rf welding used widely in bag manufacturing. This method helps you create strong, airtight, and tamper-evident seals on many types of flexible packaging. You can rely on rf welding to join materials like PVC and polyurethane, which are common in packaging and medical bags. The process does not need adhesives or mechanical fasteners, so you get clean and durable welds every time.
Here is a summary of how rf welding shapes the bag manufacturing industry:
Application Sector | Common Bag Manufacturing Uses | Market Share / Growth Insights | Advantages in Bag Manufacturing |
|---|---|---|---|
Packaging Industry | Producing airtight, tamper-evident seals on flexible packaging materials | Packaging sector expected to grow at CAGR ~6.8%; packaging and medical sectors are major users of rf welding | Creates durable, airtight, sterile seals without adhesives or fasteners; preferred for precision and versatility |
Medical Industry | Manufacturing medical bags such as blood bags, IV bags, surgical drapes | Medical sector holds significant share (~30% in 2026), fastest growth; driven by demand for durable medical bags | RF welding’s precision and versatility make it dominant in high-quality bag manufacturing |
Market Share & Growth | RF welding is the largest segment in the RF welding market, valued at ~$1.2 billion in 2025, expected to reach $2.5 billion by 2033 | Packaging and medical sectors drive growth; automotive leads overall RF welding applications but packaging and medical dominate bag manufacturing |
You benefit from rf welding because it gives you reliable, repeatable results. The technology supports high production rates and meets strict quality standards in both packaging and medical sectors.
Rf welding plays a key role in medical and industrial applications. You use this process to make products that need strong, leak-proof welds and precise seams.
In medical applications, you use rf welding to produce IV bags, colostomy products, TPU-coated nylon items, protective clothing, cushions, lumbar supports, hydration reservoirs, medical mattresses, and covers for stretchers and beds.
In industrial settings, rf welding helps you manufacture automotive components, inflatables, liquid tanks, and biogas covers. These products need watertight and airtight seals for safety and performance.
You must follow safety rules when operating rf welding machines. Always wear personal protective equipment like gloves and safety glasses. Training helps you understand the process and avoid hazards.
Keep a safe distance from rf welding machines to reduce exposure to electromagnetic fields. Use shielding techniques to limit radiation. Regular audits and inspections help you follow safety standards.
Rf welding uses electromagnetic waves to heat thermoplastic materials from the inside. You need precise control to make sure your welds are strong and safe.
Note: Rf welding gives you the ability to create high-quality welds in products that must meet strict industry standards.
You may wonder how high-frequency welding compares to ultrasonic welding. Both methods join thermoplastics, but they use different energy sources and suit different applications. High-frequency welding uses electromagnetic radio frequency waves to heat the entire weld area. Ultrasonic welding uses high-frequency sound waves to create friction and heat only at the joint.
Here is a table to help you see the main differences:
Factor | RF (High-Frequency) Welding | Ultrasonic Welding |
|---|---|---|
Process | Uses electromagnetic radio frequency waves to heat and bond materials by heating the entire weld area. | Uses high-frequency sound waves to generate localized frictional heat for melting and joining. |
Material Compatibility | Primarily thermoplastics like PVC and polyurethane. | Primarily thermoplastics, but works with a broader range including some metals. |
Bond Strength | Produces strong, hermetic (airtight) seals suitable for thicker materials and airtight applications. | Generally strong but may be weaker; excels with delicate or intricate parts. |
Cycle Time | Fast but longer than ultrasonic welding due to heating the entire weld area. | Faster cycle times due to localized heating and friction. |
Weld Precision | Precise, clean welds with less finishing needed. | Very precise, clean welds, ideal for delicate or thin materials. |
Equipment Complexity | More complex and potentially higher cost equipment. | Typically lower equipment cost and simpler setup. |
Suitable Applications | Medical devices, automotive parts, inflatable products requiring airtight seals. | Electronics, delicate components, packaging, and thin materials. |
Tip: If you need to weld thick or airtight products, you should choose high-frequency welding. For small, delicate, or thin parts, ultrasonic welding often works better.
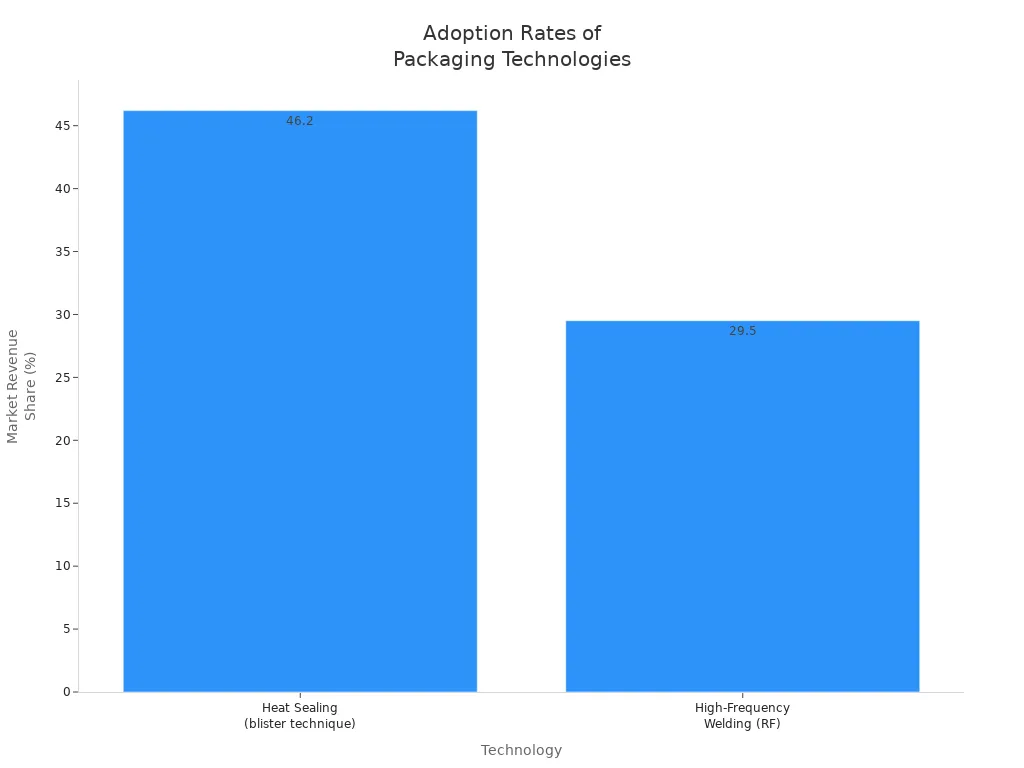
You also see high-frequency welding compared to heat sealing in the packaging industry. Heat sealing uses heated bars or wires to melt and bond plastic layers. High-frequency welding, on the other hand, uses electromagnetic energy for a cleaner and more precise weld.
The packaging industry still relies on heat sealing for most applications. In 2025, heat sealing will hold a 46.2% market revenue share, while high-frequency welding will have 29.5%. The high-frequency Bag Welding Machine market reached $1.8 billion in 2023 and continues to grow at a 6.10% CAGR. You can see the comparison in the chart below:
Technology | Market Revenue Share (2025) | Market Value (2023) | CAGR (2024-2031) | Key Advantages and Applications |
|---|---|---|---|---|
Heat Sealing (Heat-based blister technique) | 46.2% | N/A | N/A | Dominant method due to reliability, cost efficiency, widespread use in automated packaging lines; strong, consistent seals; used in pharmaceuticals and mass production. |
High-Frequency Welding (RF welding) | 29.5% | USD 1.8 billion | 6.10% | Valued for precision, aesthetics, strength; used in medical and high-end consumer goods packaging; seals thicker materials; clean process without adhesives. |
You should use a high-frequency Bag Welding Machine when you need precise, strong, and clean welds, especially for thicker or specialty materials. Heat sealing works best for high-speed, cost-sensitive, and mass production lines. Both methods have a place in modern packaging, but your choice depends on your product’s needs and your quality standards.
You now understand that high-frequency welding uses electromagnetic energy to heat polar thermoplastics from within, creating strong, precise, and clean seams. This method stands out for its speed, minimal distortion, and ability to produce airtight welds without adhesives or fillers. You should choose this process when you need reliable, high-quality bonds in products like medical devices, packaging, or automotive interiors. Consider high-frequency welding for efficient, consistent, and environmentally friendly plastic joining.
You get the best results when you use polar thermoplastics like PVC and polyurethane. These materials respond well to the electromagnetic field and create strong, airtight seams.
You should clean the electrodes, check cables, and inspect the cooling system regularly. Routine maintenance helps you avoid downtime and keeps your welds consistent and strong.
You can weld thicker layers of polar thermoplastics. The machine uses high-frequency energy to heat and bond multiple layers, making it ideal for heavy-duty bags and industrial products.
You stay safe by following training guidelines and using protective equipment. Modern machines include safety features that reduce exposure to electromagnetic fields and prevent accidents.
You see these machines in packaging, medical, and automotive industries. They help you produce airtight bags, medical pouches, and inflatable products with reliable, clean seams.